
《變頻器行業MES解決方案》
行業特點:
目前,我國變頻器市場正處于一個高速增長的時期,市場競爭由價格為主轉向以新技術為主;國內外企業的融合將進一步加快。在大趨勢影響下,促使變頻器制造廠商全力開發新型產品,而智能控制技術、信息技術的發展也為變頻器行業提供了新的機遇。
變頻器行業生產特點是“由上而下”按計劃生產,企業良性運營關鍵之一是使“計劃”與“生產”密切配合,企業和車間治理職員可以在最短的時間內把握生產現場的變化,作出正確的判定和快速的應對措施,保證生產計劃得到公道而快速修正。
車間治理的典型題目:
客戶產品投訴的時候,難以根據產品號碼追溯這批產品的所有生產過程信息:原料供給商、操縱機臺、操縱職員、經過的工序、生產時間日期和關鍵的工藝參數?
混線生產時難以自動校驗和操縱提示以防止工人部件裝配錯誤、產品生產流程錯誤、產品混裝等錯誤?
過往12小時之內生產線上出現最多的5種產品缺陷是什么?次品數目各是多少?
目前生產線、各工序上的每種產品數目各是多少?要分別供給給哪些供給商?何時能夠及時交貨?
生產線停線的原因是什么?
各工位的生產平衡性如何?
難以及時正確區分質量隨機波動與異常波動,將質量隱患消滅于萌芽之中?
廢除人工報表,自動統計每個過程的生產數目、合格率和缺陷代碼?
比鄰解決方案的主要功能特點:
生產調度功能
下達加工指令至生產單元,并分配打印產品SN;
監控加工指令進度,異常時凍結和解凍作業指令;
生產跟蹤功能
監控在制品生產狀態和位置,記錄產品在各關鍵工位的加工信息;
生產過程引進防呆機制,滿足混線生產的治理要求;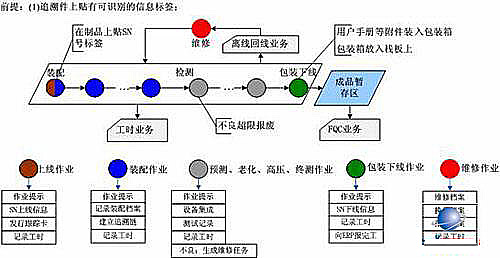 離線和回線控制功能
離線和回線控制功能
設定在制品離線、回線控制閘口,監控在制品來源和往向;
PQC檢驗控制功能
治理生產過程中的檢測工作和抽檢工作,并從檢測設備中獲取檢測具體結果;
檢測不良執行維修或返產業務;
基于檢驗所收集得數據進行質量統計分析,例如一次通過率、直通率、故障帕拉圖等
不良品維修業務功能
提供維修策略建議,實現工廠不良產品快速再生產;
記錄不良品的維修信息、原因、措施、換件、報廢信息;
FQC檢驗業務功能
成品進庫前LOT批次抽檢,制定抽檢任務、判定抽檢結果;
抽檢合格進庫,分歧格則執行返產業務;
返工生產業務功能
下達返工指令至生產單元,設定返工工藝和返工SN號清單;
客退返修業務功能
接收客戶返廠維修的成品,下達返修指令至生產單元,設定返修工藝和返修SN號清單;
工時控制功能
監控產品在各產線、關鍵工位(裝配、檢測、包裝等)的加工工時,以及過程中無效工時;
分析生產線工位生產平衡性;
產品追溯功能
建立產品生產全過程檔案(工藝、時間、職員、部件、檢測等);
建立質量追溯鏈,實現正反向追溯,追溯至供給商和職員。MES實施效益:
MES系統貫通了生產、質量、物流治理流程,實時的透明生產現場運作,提升了生產制造各部分的治理有效性,實現生產、物流、質量的精細化、透明化、自動化、實時化、數據化、一體化治理;具體效益及優點如下:
有利于企業的治理組織向扁平化發展;
嚴格流程控制和優化,規范了業務操縱流程,使公司規范化發展;
滿足企業按單生產發貨要求,提升服務質量,進步客戶滿足度;
降低不良率,改善品質治理。實時現場信息收集與分析,有助于實時了解題目發生的原因并立即改正,降低不良率;全面、正確、及時的質量數據,穩步提升質量事件、質量本錢、缺陷改善、質量標準制訂等方面治理水平;
防錯、糾錯,降低生產過程中的錯誤率,柔性制造。關鍵工位操縱員持工卡驗證上崗,定崗、定位、考勤;備料或組裝,通過系統的實時過程監控和指導,自動防錯、糾錯,支持同一生產線上不同產品型號的同時生產(混流生產),支持多品種、小批量的柔性生產模式;
“記名”生產,全程追溯,體系治理。清楚的供給商、批次、工位、操縱工、產品/物料的關聯記載,方便任意視角和環節的前追后溯,故障定位及責任界定明確,治理到位;
改善車間治理、企業整體響應速度進步。大量減少人工數據收集、統計造成的低效、差錯、遺漏,車間治理時效性、針對性、效率大幅提升;
制造執行過程透明化,使企業領導、各治理者能夠正確及時地了解車間作業情況,方便扁平化治理、快速反應。
目前,我國變頻器市場正處于一個高速增長的時期,市場競爭由價格為主轉向以新技術為主;國內外企業的融合將進一步加快。在大趨勢影響下,促使變頻器制造廠商全力開發新型產品,而智能控制技術、信息技術的發展也為變頻器行業提供了新的機遇。
變頻器行業生產特點是“由上而下”按計劃生產,企業良性運營關鍵之一是使“計劃”與“生產”密切配合,企業和車間治理職員可以在最短的時間內把握生產現場的變化,作出正確的判定和快速的應對措施,保證生產計劃得到公道而快速修正。
車間治理的典型題目:
客戶產品投訴的時候,難以根據產品號碼追溯這批產品的所有生產過程信息:原料供給商、操縱機臺、操縱職員、經過的工序、生產時間日期和關鍵的工藝參數?
混線生產時難以自動校驗和操縱提示以防止工人部件裝配錯誤、產品生產流程錯誤、產品混裝等錯誤?
過往12小時之內生產線上出現最多的5種產品缺陷是什么?次品數目各是多少?
目前生產線、各工序上的每種產品數目各是多少?要分別供給給哪些供給商?何時能夠及時交貨?
生產線停線的原因是什么?
各工位的生產平衡性如何?
難以及時正確區分質量隨機波動與異常波動,將質量隱患消滅于萌芽之中?
廢除人工報表,自動統計每個過程的生產數目、合格率和缺陷代碼?
比鄰解決方案的主要功能特點:
生產調度功能
下達加工指令至生產單元,并分配打印產品SN;
監控加工指令進度,異常時凍結和解凍作業指令;
生產跟蹤功能
監控在制品生產狀態和位置,記錄產品在各關鍵工位的加工信息;
生產過程引進防呆機制,滿足混線生產的治理要求;
離線和回線控制功能 設定在制品離線、回線控制閘口,監控在制品來源和往向;
PQC檢驗控制功能
治理生產過程中的檢測工作和抽檢工作,并從檢測設備中獲取檢測具體結果;
檢測不良執行維修或返產業務;
基于檢驗所收集得數據進行質量統計分析,例如一次通過率、直通率、故障帕拉圖等
不良品維修業務功能
提供維修策略建議,實現工廠不良產品快速再生產;
記錄不良品的維修信息、原因、措施、換件、報廢信息;
FQC檢驗業務功能
成品進庫前LOT批次抽檢,制定抽檢任務、判定抽檢結果;
抽檢合格進庫,分歧格則執行返產業務;
返工生產業務功能
下達返工指令至生產單元,設定返工工藝和返工SN號清單;
客退返修業務功能
接收客戶返廠維修的成品,下達返修指令至生產單元,設定返修工藝和返修SN號清單;
工時控制功能
監控產品在各產線、關鍵工位(裝配、檢測、包裝等)的加工工時,以及過程中無效工時;
分析生產線工位生產平衡性;
產品追溯功能
建立產品生產全過程檔案(工藝、時間、職員、部件、檢測等);
建立質量追溯鏈,實現正反向追溯,追溯至供給商和職員。MES實施效益:
MES系統貫通了生產、質量、物流治理流程,實時的透明生產現場運作,提升了生產制造各部分的治理有效性,實現生產、物流、質量的精細化、透明化、自動化、實時化、數據化、一體化治理;具體效益及優點如下:
有利于企業的治理組織向扁平化發展;
嚴格流程控制和優化,規范了業務操縱流程,使公司規范化發展;
滿足企業按單生產發貨要求,提升服務質量,進步客戶滿足度;
降低不良率,改善品質治理。實時現場信息收集與分析,有助于實時了解題目發生的原因并立即改正,降低不良率;全面、正確、及時的質量數據,穩步提升質量事件、質量本錢、缺陷改善、質量標準制訂等方面治理水平;
防錯、糾錯,降低生產過程中的錯誤率,柔性制造。關鍵工位操縱員持工卡驗證上崗,定崗、定位、考勤;備料或組裝,通過系統的實時過程監控和指導,自動防錯、糾錯,支持同一生產線上不同產品型號的同時生產(混流生產),支持多品種、小批量的柔性生產模式;
“記名”生產,全程追溯,體系治理。清楚的供給商、批次、工位、操縱工、產品/物料的關聯記載,方便任意視角和環節的前追后溯,故障定位及責任界定明確,治理到位;
改善車間治理、企業整體響應速度進步。大量減少人工數據收集、統計造成的低效、差錯、遺漏,車間治理時效性、針對性、效率大幅提升;
制造執行過程透明化,使企業領導、各治理者能夠正確及時地了解車間作業情況,方便扁平化治理、快速反應。
本文標簽:《變頻器行業MES解決方案》
* 由于無法獲得聯系方式等原因,本網使用的文字及圖片的作品報酬未能及時支付,在此深表歉意,請《《變頻器行業MES解決方案》》相關權利人與機電之家網取得聯系。








